- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик





CNC Pressbremse
JM ist ein führender China CNC Press Brake Hersteller und Lieferanten. Harsle ist die professionelle Fabrik, die sich bemüht, für alle Kunden der Welt eine berechtigte Bremsmaschine herzustellen. Die CNC -Pressebremse ist die beste Wahl für das Startup -Unternehmen, um Geld zu sparen, oder jeden, der die Maschine auf einfache Weise verwenden möchte.
Anfrage absenden
Produktbeschreibung
JM ist CNC Press Bremshersteller und Lieferanten in China, der CNC Press Bremsbremse Großhandel kann. Die von dem chinesischen Hersteller Jianmeng hergestellte Pressebreme ist ein mechanisches Gerät, das zum Biegen und Bildungsmetallblätter zu einer gewünschten Form verwendet wird. Es wird in der Metallherstellungsindustrie häufig verwendet, um komplexe und präzise Formen aus Metallblättern zu produzieren.

Maschinenmodell und Anzahl der Kontrollwellen
Anzahl der Kontrollachsen: 4+1
Reservierte intelligente Biege -Manipulator -Schnittstellenfunktion
Hauptkonfiguration der Maschine
Das leistungsstarke Servohydrauliksystem von Rexroth in Deutschland steuert die Synchronisation von linken und rechten Zylindern.
Beide Seiten sind mit ATEK Givi Gitter Lineal ausgestattet, um synchrone Position Feedback zu erkennen.
Der hintere Stopper ist mit Hochleistungs-Servomotor- und Kugelschraube ausgestattet.

Haupt importiertes Zubehör der CNC -Pressebremse
|
- CNC -System: Niederlande delem - Hydraulisches System: Rexroth - Gitterherrscher: Givi - Hochdruckölpumpe: sonnig - Niederspannungsapparat: Schneider - Ölrohrgelenk: Deguo - Siegel: Parker |
 |
Haupttechnische Parameter der Maschine:
| 1. | Nenndruck | KN | 1300 | ||
| 2 | Biege Langth | mm | 3000 | ||
| 3 | Colum -Abstand | mm | 1300 | ||
| 4. | Zylinderschlag | mm | 120 | ||
| 5. | Maximm öffnete sich Heigh | mm | 370 | ||
| 6 | Tiefe der Hals | mm | 25 | ||
| 7 | Schiebergeschwindigkeit | Idler tragen | M/ | 18 | |
| 8 | Arbeiten | mm /s | 10 | ||
| 9 | Retun -Reise | mm/s | 16 | ||
| 10 | Hauptmotorkraft (National Standard | KN | 5.5 | ||
| 11 | 8LIDE YL, Y2Accuracy | 8Lider wiederholen ACCT AC! | mm | ≤ ± 0,01 | |
| 12 | 8LIDE -Positionierungsgenauigkeit | mm | ≤ ± 0,02 | ||
Funktionen und Funktionen des CNC -Systems
DA53T von Delem kann 4+1 -Achsen steuern, nämlich Y1 -Achse, Y2 -Achse, x -Achse, R -Achse und V -Achse
All-Metal-Shell, die neueste Modeform
Erweiterte eingebettete CPU -Hardware -Technologie
Berechnung der Produktentwicklungslänge
Mehr als 7000 Programme und Schimmelpilzbibliotheken, 99 Arbeitsschritte für jedes Programm
Unterstützen Sie den Internetzugang
Auswahl der chinesischen und englischen Sprache
Bedienfeld für integrierte Werkzeugmaschine
Die Blendlänge des Biegewerkstücks kann automatisch berechnet werden.
Der Biegedruck wird automatisch vom Computer entsprechend der Länge oder Dicke des Werkstücks berechnet und angepasst.
Technische Merkmale der Ausrüstung
Das numerische Steuerungssystem steuert die Öffnungsgröße des proportionalen Ventils und das proportionale Ventil reguliert den Öleinlass der linken und rechten Ölzylinder. Die Y1- und Y2-Achsen-Die linke und rechte Seite des Folienblocks sind jeweils mit der linearen GIVI-GIVI-Linear-Gitterskala (Y1-Y2) der europäischen ATEK-Firma ausgestattet, mit der der genaue Abstand zwischen dem Folienblock und dem Workbench messen wird. Die Gitterskala und die Säule sind weich angeschlossen, und die Spaltenverformung beeinflusst die Positionierung nicht. Die Positionsdaten werden sofort an das CNC-System zurückgeführt, mit dem das Ausgangsservo-Ventil-Steuersignal (S1-S2) berechnet werden kann. Somit beträgt die Positionierungsgenauigkeit des Schiebereglers ≤ ± 0,02 mm.
Um die gute Bearbeitungsgenauigkeit des Werkstücks zu gewährleisten, wird der mechanische Arbeitstischkompensationsmechanismus speziell angewendet: Das mechanische Ablenkungsgerät für die neue Wellentyp kann einen Cluster der idealen Position konvexe Kurven bilden, und die genaue Ausbuchtung des Geräts kann automatisch durch das numerische Kontrollsystem kontrolliert werden, wenn das Werk der Machung des Werks die Machung der Teile der Dicke der Dicke des Geräts sicherstellt. Die Entschädigung
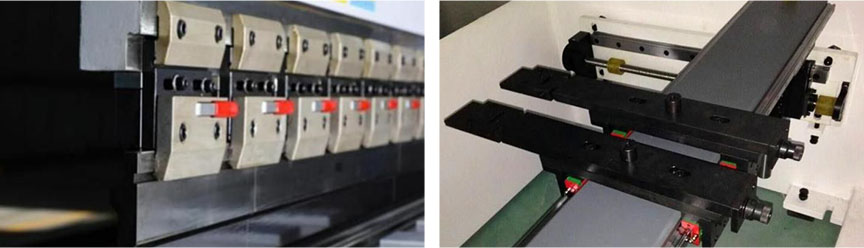
● Schnellklemmgerät
● Bequemer und schneller Schimmelpilzersatz
● Reduzieren Sie die Arbeitsintensität
● Produktivität verbessern
Das Gerät verfügt nicht nur über die horizontale automatische Kompensationsfunktion von NC, sondern auch die Funktion der vertikalen manuellen Kompensationsanpassung.
Hot-Tags: CNC Pressbremse, China, Hersteller, Lieferanten, Fabrik, maßgeschneidert, in China hergestellt, billig, hohe Kosteneffizient, CE, Qualität
Verwandte Kategorie
Horizontale V-Nutmaschine
Vertikale V-Nutmaschine
Automatische Vierseiten -V -Rillenmaschine
V-Nutmaschinenzubehör
Metallumformmaschine
Entgratungsmaschine
Schermaschine
Presse Bremse
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.
Verwandte Produkte